Пробивка листового металла
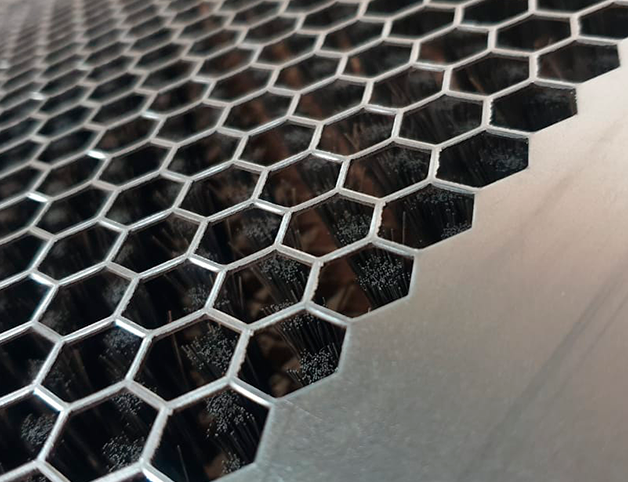
Пробивка отверстий в листовом металле – популярный метод перфорации, отличающийся высокой производительностью и безупречным качеством обработки. Данная технология применяется для просечки в точно заданных местах листового проката толщиной от 0,5 до 3 мм отверстий нужной геометрии. С помощью координатной пробивки производятся металлоизделия разной сложности, размеров и конфигурации.
Преимущества пробивки листового металла
Преимуществами данного метода выступают:
- высокая скорость обработки тонколистового металла;
- возможность выполнения перфорации разной формы и размеров, формовки, гибки, штамповки, неполной пробивки, накатки резьбы, маркировки;
- точность позиционирования 0,1 мм;
- аккуратные кромки;
- металлообработка без термического воздействия;
- возможность изготовления деталей и конструкций любой сложности – по ГОСТ, ОСТ и индивидуальным чертежам;
- максимально автоматизированный процесс, исключающий риск производственного брака и неточностей при обработке;
- отсутствие царапин и других дефектов;
- минимальные сроки изготовления продукции.
Мы выполняем пробивку отверстий в металле в Ленинградской области на собственной производственной базе в д. Федоровское.
Возможности координатной пробивки
С применением технологии координатно-пробивных работ производится широкий спектр металлоконструкций из нержавейки, сплавов алюминия, оцинкованной и черной стали. Этот метод перфорации используется для производства крепежных пластин, решеток, деталей металлической мебели, кронштейнов, рекламных конструкций, ограждений, витрин, стеллажей, защитных кожухов.
По технологии координатной пробивки выгодно изготавливать однотипную серийную продукцию. По производительности этот метод превосходит лазерную резку, если толщина обрабатываемого металла не превышает 3 мм.
Готовые изделия можно выкрасить в нужный цвет на нашей линии порошковой покраски металла.
Используемое оборудование
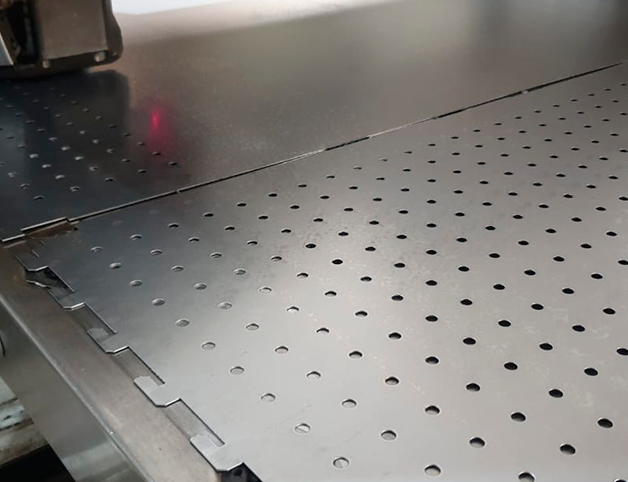
На нашей производственной базе под СПб пробивка отверстий в листовом металле выполняется на профессиональных станках с ЧПУ – координатно-пробивных прессах TruPunch 1000 с размерами рабочего стола 1250х2500 мм. Для легкого позиционирования заготовок и предотвращения царапин рабочие столы оснащены роликами и щетками.
В память станка Punch Press предварительно вносится управляющая программа с данными о форме и расположении всех необходимых отверстий. Лист-заготовка фиксируется на рабочем столе при помощи зажимов. Позиционирующие механизмы с использованием приводов перемещают захваты вместе с заготовкой по осям и с высокой точностью размещают лист между пуансоном и матрицей.
Пробивание выполняется при помощи специальных инструментов:
- пуансона – пробойника заданной формы и размеров, выполненного из твердых сплавов;
- матрицы – перфорированной основы для размещения листа.
Перед каждой пробивкой лист фиксируется прижимным механизмом. Пуансон наносит удары по заготовке с максимальным усилием вырубки 165 кН, пробивает ее в заданных местах и мощными пружинами возвращается в начальное положение. После этого прижимной механизм отпускает заготовку, и она быстро переводится в следующее положение для выполнения дальнейшей операции. Все перемещения осуществляются в соответствии с внесенной программой.
Пуансоны бывают разной формы, что позволяет пробивать отверстия в виде круга, овала, прямоугольника и других фигур заданных размеров.
Станки оснащены набором кассет с пуансонами и матрицами разной формы и размеров. Согласно управляющей программе они автоматически сменяют друг друга – без простоев в работе и участия оператора.
Использование такого оборудования позволяет пробивать до 10 отверстий в секунду.
примеры работ