
Лазерная резка металла
Сегодня резка металла лазером активно вытесняет существующие аналоги. Ведь она позволяет обрабатывать материал с высокой скоростью и точностью, при этом стоимость работ остается на сравнительно невысоком уровне.
Скидки на лазерную резку до 10% от прайса
Прайс-лист на лазерную резку металла
Цена услуг лазерной резки листового металла в СПб поддерживается в нашей компании на максимально демократичном уровне. Наши менеджеры всегда готовы проконсультировать по всем возникающим вопросам, чтобы сотрудничество стало максимально продуктивным.
| ТОЛЩИНА, ММ | ЦЕНА ЗА МЕТР РЕЗКИ, РУБ. | |||||
|---|---|---|---|---|---|---|
| ЧЕРНАЯ СТАЛЬ (РУБ./ПОГ. МЕТР) | ОЦИНКОВАННАЯ СТАЛЬ (РУБ./ПОГ. МЕТР) | НЕРЖАВЕЮЩАЯ СТАЛЬ (РУБ./ПОГ. МЕТР) | АЛЮМИНИЙ (РУБ./ПОГ. МЕТР) | ЛАТУНЬ | МЕДЬ | |
| 1,0 | 4,50 | 4,50 | 10,50 | 9,00 | 30,50 | 13,00 |
| 1,5 | 5,00 | 5,00 | 13,50 | 11,50 | 49,00 | 20,00 |
| 2,0 | 8,00 | 8,00 | 15,50 | 14,50 | 55,50 | 37,00 |
| 2,5 | 14,50 | 17,00 | 18,00 | - | 58,00 | - |
| 3,0 | 15,50 | 21,00 | 20,00 | 16,00 | 61,50 | 45,00 |
| 4,0 | 22,00 | - | 25,00 | 22,00 | 73,00 | 56,00 |
| 5,0 | 26,00 | - | 28,50 | 32,00 | - | - |
| 6,0 | 28,00 | - | 37,00 | 40,00 | - | - |
| 8,0 | 55,00 | - | 63,00 | 94,00 | - | - |
| 10,0 | 60,50 | - | 87,00 | 156,00 | - | - |
| 12,0 | 67,00 | - | 120,00 | 245,00 | - | - |
| 14,0 | 76,50 | - | 185,50 | - | - | - |
| 16,0 | 83,00 | - | 215,00 | 300,00 | - | - |
| 18,0 | 97,00 | - | 270,00 | - | - | - |
| 20,0 | 117,00 | - | 310,50 | 410,00 | - | - |
| 25,0 | 133,50 | - | 550,00 | 495,00 | - | - |
| 30,0 | 201,00 | - | 675,00 | - | - | - |
| 32,0 | 233,00 | - | - | - | - | - |
| 40,0 | 288,00 | - | - | - | - | - |
Минимальная сумма заказа – 5000 рублей.
Все цены указаны в рублях, включая НДС 20%.
Цены, указанные в прайсе ориентировочные и могут меняться в зависимости от объема заказа и времени его исполнения.
виды лазерной резки металла
преимущества раскроя металла в нашей компании
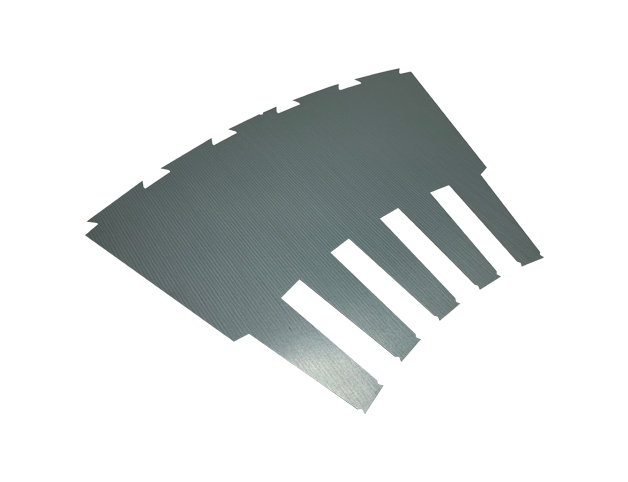
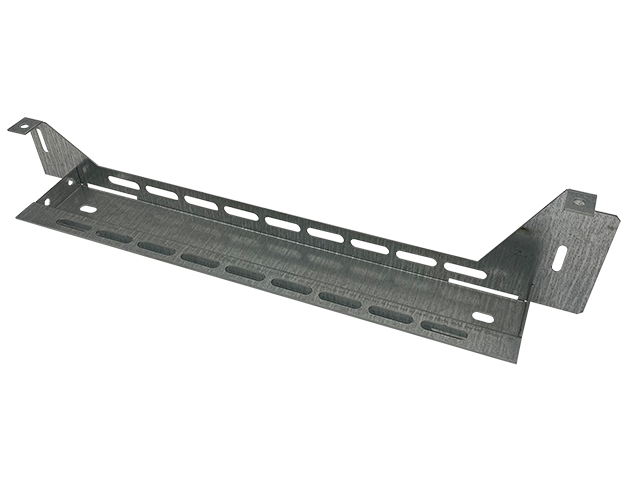
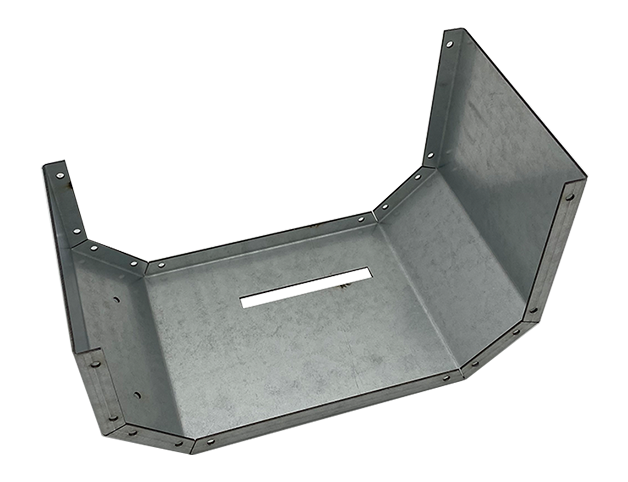
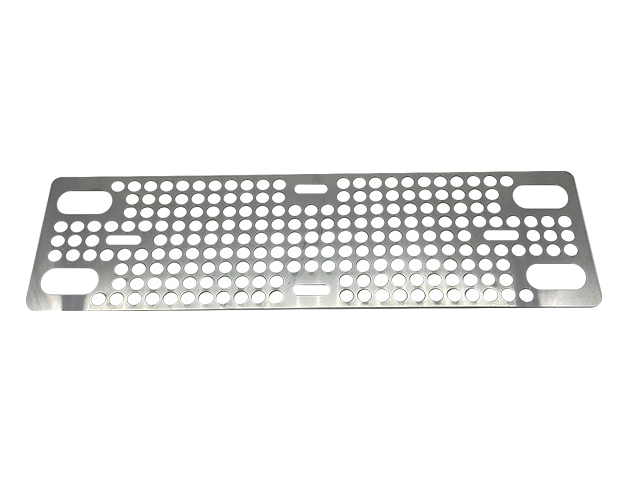
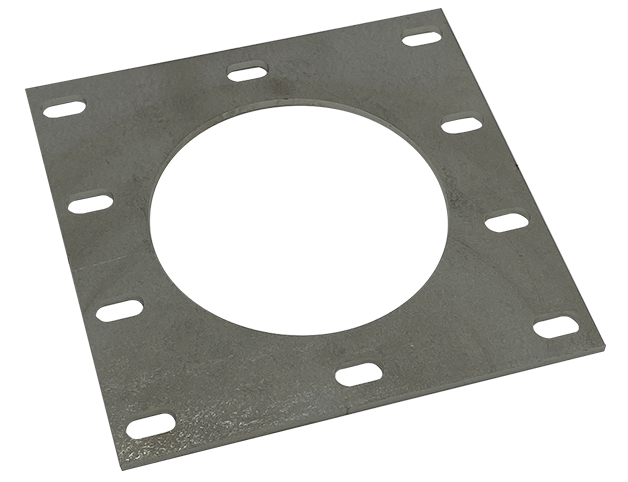
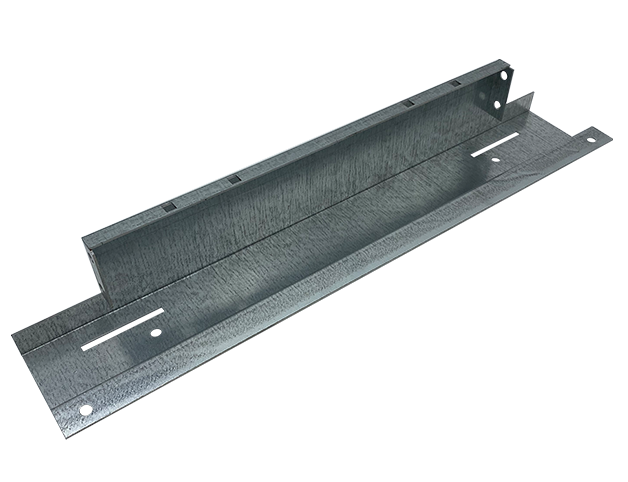
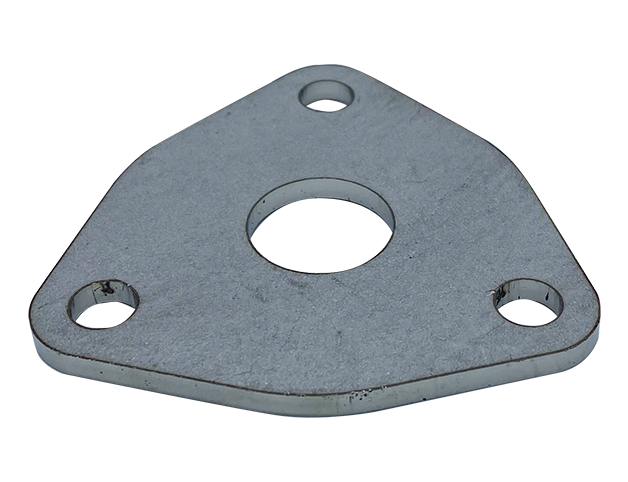
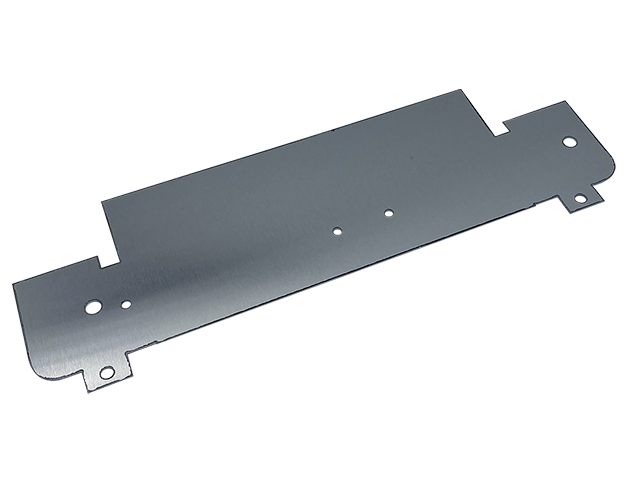
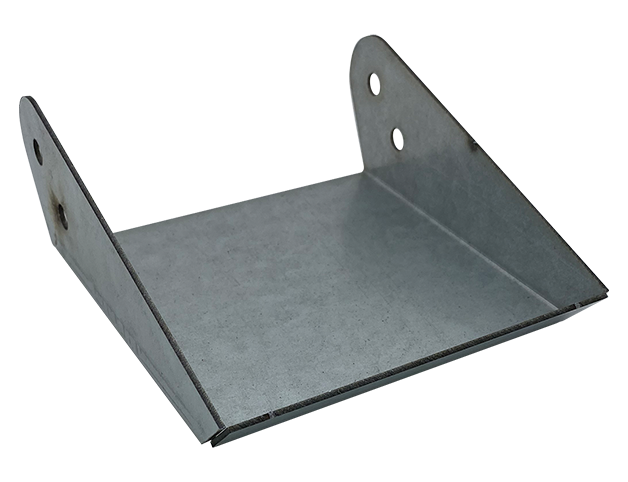
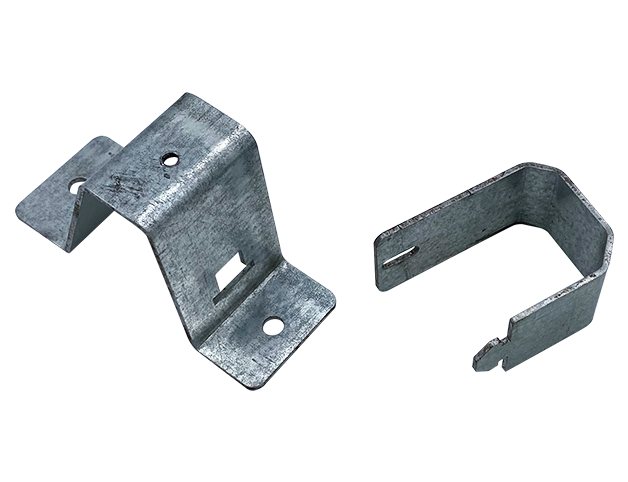
примеры работ






















Факторы точности
Лазерная резка - один из наиболее точных и эффективных методов обработки материалов, но при использовании такого вида резки на производстве стоит учитывать, что точность процесса может зависеть от различных факторов:
- Тип используемого лазера (например, CO2 или волоконный лазер, всего различают 5 типов) и его мощность. Высокая мощность обычно обеспечивает более чёткие и точные контуры, малая мощность, наоборот, некачественные и требующие дополнительной обработки.
- Правильная настройка и фокусировка лазерного луча на рабочей поверхности. Необходимо обеспечение оптимального соотношения между диаметром луча, его расположением во время работы и толщиной материала.
- Различные материалы имеют разные свойства и реакции на лазерное излучение. Сложные, такие как металлы или композиты, могут требовать более тщательной настройки процесса для достижения высокой точности. Такая настройка влечет дополнительные затраты времени и средств.
- Оптимальная комбинация скорости движения лазерного луча и мощности резки. Слишком высокая скорость или мощность могут привести к размытию краёв.
- Состояние и калибровка оптических элементов лазерной системы, таких как зеркала и линзы, влияют на качество фокусировки луча и, соответственно, на точность резки.
- Толщина обрабатываемого материала.
Учитывая вышеперечисленные факторы и проводя тщательную настройку оборудования, специалист может добиться высокой точности и качества при лазерной резке материалов.
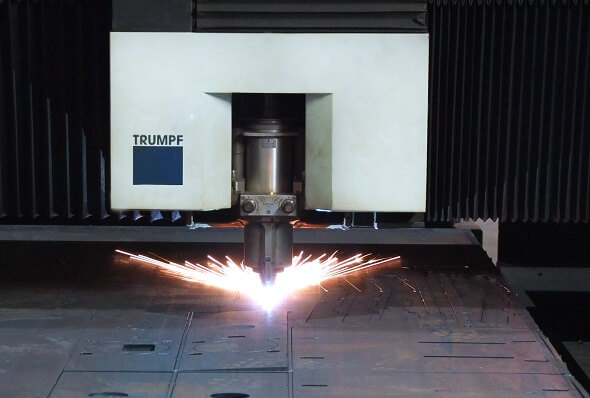
Лазерная резка и гибка металла происходит при помощи быстрого локального нагрева поверхности сфокусированным лазерным лучом, что вызывает плавление и испарение материала ровно в той области, в которой требуется.
Этот процесс происходит без прямого механического контакта инструмента с материалом, что является причиной высокой концентрации энергии и позволяет совершать обработку изделий различной твёрдости. Кроме того, лазерная резка используется для сверления отверстий, нанесения рисок, пазов и дорожек.
Суть работы режущего оборудования
Перед началом самой резки или гибки металла требуется длительная подготовка. Если таковой проведено не было, это может фатально отразиться на финальном результате. Общий ход процесса и подготовки подразделяется на следующие пункты:
- Сначала материал проходит длительную специальную подготовку. Она может включать в себя очистку поверхности от загрязнений, закрепление на рабочей платформе, установку параметров резки, дополнительную перепроверку и другое, в зависимости от вида и типа материала.
- Лазерный луч фокусируется с помощью зеркал и линз, его сужают и фокусируют, пока он не становится способен разрезать или испарить нужный материал.
- Лазер начинает своё движение по заданному контуру. Он повторно сканирует область резки, перемещаясь согласно заданным параметрам скорости и мощности.
- Лазерный луч вызывает испарение, расплавление или рассекание вдоль заданного контура материала.
- После завершения резки материал остывает, производится удаление и очистка от оставшихся отходов и/или заготовка для последующей обработки.
Лазерная резка — технология, используемая для обработки и разделения различных материалов на производстве и в лабораторных условиях. Подходит для композитных, деревянных, металлических, бумажных, полимерных, керамических и многих других видов материалов.
Такой способ применяется там, где требуется высокая точность работы, которой сложно достигнуть при помощи ручного человеческого труда и там, где нужно минимальное механическое воздействие.
Оборудование для лазерной резки TRUMPF
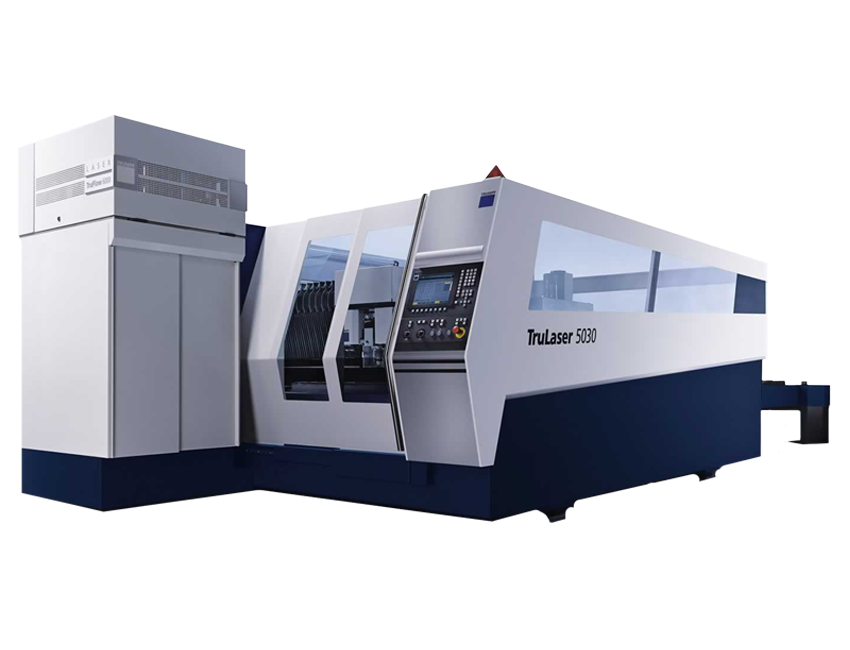
TRULASER 5030 (L16)
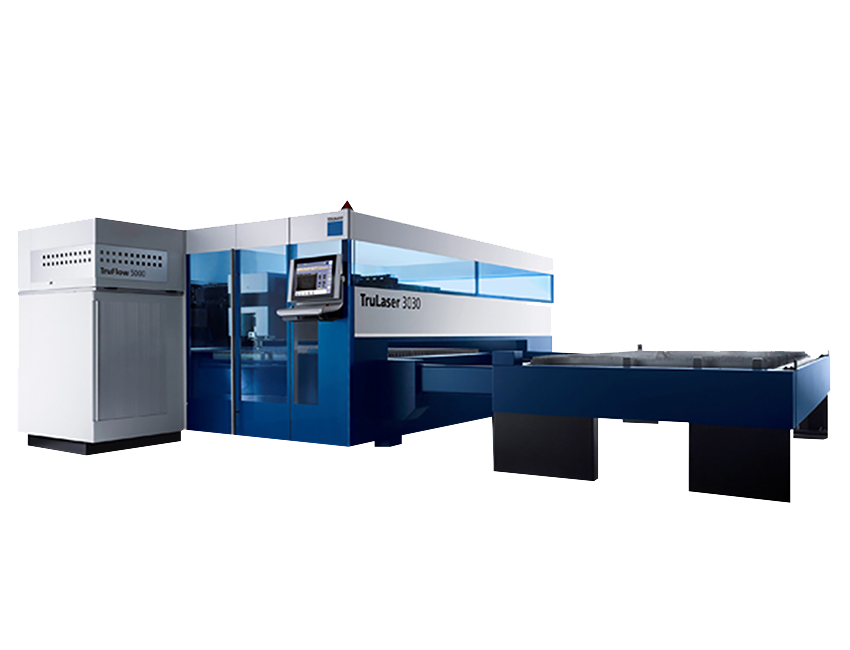
TRULASER 3030 (L20)
TRULASER 4050 (L09)
TRULASER 3040 (L32)
Характеристики оборудования
| Наименование | Рабочий стол | Мощность лазера | Точность позиционирования | Скорость | Максимальная толщина | Твердотельный лазер | Тип лазера | Тип ЧПУ | Максимальный вес заготовки | Преимущества станка |
|---|---|---|---|---|---|---|---|---|---|---|
| PENTA LASER BOLT VII (6020) | 2000*6000 мм | 20000 Вт | ± 0,03 мм | 200–240 м/мин | 25 мм (сталь) | В наличии | Волоконный | - | 2400 кг | Флагманская модель PENTA LASER. |
| TRULASER 5030 (L16) | 1500*3000 мм | 6000 Вт | ± 0,1 мм | 300 м/мин (одновременная), 200 м/мин (параллельная) | 25 мм (сталь), 20 мм (нерж.), 12 мм (алюм.) | - | CO2 | Sinumerik 840D | 900 кг | Резка небольших контуров высокого качества из толстой стали. |
| TRULASER 3030 (L20) | 1500*3000 мм | 6000 Вт | ± 0,1 мм | 140 м/мин | 12 мм (сталь), 10 мм (нерж.), 6 мм (алюм.) | - | CO2 | Sinumerik 840 D SL | 900 кг | Система RotoLas - опция гибкой обработки труб и профиля. |
| TRULASER 4050 (L09) | 2000*4000 мм | 6000 Вт | ± 0,1 мм | - | 12 мм (сталь), 10 мм (нерж.), 6 мм (алюм.) | - | CO2 | - | 1600 кг | Высокая точность и качество реза. |
| TRULASER 3040 (L32) | 2000*4000 мм | 4000 Вт | ± 0,1 мм | - | 25 мм (сталь) | - | Волоконный | - | 1600 кг | Превосходное качество получаемых деталей без микрозаусенцев на кромке. |
| TRULASER 5030 FIBER (L41) | 1500*3000 мм | 3000 Вт | ± 0,05 мм | 245 м/мин | 20 мм (сталь), 15 мм (нерж.), 15 мм (алюм.) | В наличии | Волоконный | Sinumerik 840 D SL | 900 кг | Идеальная резка электротехнической стали. |
| TRULASER 5030 FIBER (L68) | 1500*3000 мм | 4000 Вт | ± 0,05 мм | 265 м/мин | 25 мм (сталь), 20 мм (нерж.), 20 мм (алюм.) | В наличии | Волоконный | Sinumerik 840 D SL | 900 кг | Минимальные расходы на получаемые детали за счет лазера TruDisk. |
| Станок TRULASER 3030 FIBER (L49) | 1500*3000 мм | 6000 Вт | ± 0,05 мм | 140 м/мин | 20 мм (сталь), 20 мм (нерж.), 20 мм (алюм.) | В наличии | Волоконный | Sinumerik 840 D SL | 900 кг | Идеальная резка даже самых сложных контуров |
| TRULASER 5060 FIBER (L76) | 2000*6000 мм | 10000 Вт | ± 0,05 мм | - | 60 мм (сталь) | В наличии | Волоконный | - | 2400 кг | Филигранная резка сложных контуров в толстом металле (до 30 мм). |
видео
Преимущества лазерного раскроя металла
Резка металла с использованием лазерной технологии предлагает множество преимуществ, повышающих популярность этого метода в промышленности, производстве и лабораторной работе:
- В отличие от ряда других способов резки, лазерная обеспечивает высочайшую точность и уникальную возможность создания сложных геометрических форм в сравнении с альтернативами.
- Благодаря специально настраиваемой узости луча и точной фокусировке, достигается результат с минимальной потерей материала, что экономит ресурсы и снижает издержки на производстве.
- Лазерная резка обладает высокой скоростью обработки, что многократно увеличивает производительность. Лазер можно использовать для резки широкого спектра металлов и их сплавов, в то время как большинство альтернатив не имеют такого набора функций.
- Лазерный тип резки не вызывает деформации или окисления материала, что позволяет добиться высокого качества и приятного внешнего вида деталей.
- Программное управление позволяет автоматизировать управление на производстве, что повышает эффективность, точность и безопасность процесса.
- Отсутствие режущего элемента, лезвия позволяет избежать травматизации специалиста, сократить затраты на его заточку, обработку.



